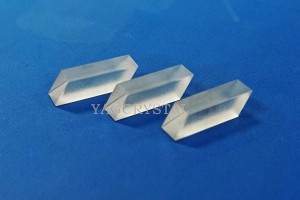
Cylindre en cristal plaqué or – placage or et placage cuivre
Description du produit
Les lasers à cristaux de petite taille permettent d'obtenir une puissance élevée et une bonne qualité de faisceau grâce à cette méthode de soudage. Cependant, pour les cristaux de grande taille (≥ 100 mm²), cette méthode traditionnelle est sujette à la formation de vides importants (≥ 1 mm²), à une grande surface de brasure virtuelle et à une répartition inégale de la brasure. Cela est principalement dû au chauffage sous vide du cristal laser, à la lenteur de la conduction thermique et au ralentissement du processus de chauffage et de refroidissement, ce qui entraîne un chauffage inégal du cristal laser. Il est donc facile de provoquer la fusion d'une partie de la brasure en premier, puis après la fusion, et enfin la fusion d'une partie de la brasure en premier. La solidification, autre phénomène post-solidification, intervient donc. Par conséquent, lors du chauffage du cristal laser, la partie de la brasure qui fond en premier termine le soudage et s'écoule, entourant la partie non fondue, ce qui peut entraîner des problèmes tels que des vides, une brasure virtuelle et une répartition inégale de la brasure. Lors du refroidissement, le bord du cristal laser est souvent refroidi en premier. Par conséquent, la soudure sur le bord se solidifie en premier, puis refroidit la partie centrale solidifiée. La phase liquide se transforme en phase solide et a tendance à se contracter, ce qui favorise la formation de vides et la soudure virtuelle.
Notre entreprise propose des services de placage à l'or et au cuivre, notamment pour les tiges et les lattes de cristal. Le cristal peut ainsi être solidement soudé au dissipateur thermique et dissiper la chaleur, améliorant ainsi la qualité du faisceau.